规范加工过程质量控制,提升产品稳定性---定襄县牛台兴达锻件厂
企业所属行业:黑色金属冶炼和压延加工业 行业代码:31
一、企业简介
山西定襄县牛台兴达锻件厂是专业从事高品质锻件生产的企业,公司位于“锻造之乡”定襄县牛台工业园区,占地10000m2,公司主要产品为环锻法兰、主轴、环锻件、锻件、轴类件等,锻造环类直径最大5000mm以内、饼类4000mm以内、轴类长达7000mm、最大吨位30吨以内锻件。
目前为国内太原重机、太原钢铁集团、广东明阳风电、西安盾安电器、中船武汉重工、天津中船新港船舶重工、长沙长重、长沙中铁五新重工集团、盐城市中海华核环保、盐城中科重工、浙矿重工股份、南矿集团、浙江美安普矿山机械股份等诸多重型机械制造厂家的配套公司。小微企业质量管理体系认证提升行动开展以来,公司在山西领拓认证有限公司的指导帮扶下,依据《质量管理体系要求》(GB/T19001-2016)和《小微企业应用ISO9001提升质量管理的实施指南》建立了文件化质量管理体系,2020年8月1日质量管理体系实施运行,企业已通过质量管理体系认证,取得了认证证书。
二、提升前主要问题及原因
质量帮扶过程中,企业密切配合,从锻件制造的各个环节进行梳理、包括来料检验、成品检验、核心过程控制等质量相关方面,通过核心过程分析汇总,发现如下主要问题:
1、加热工序受控不充分,锻造前加热工序完全靠工人经验判断,造成锻件过热 、过烧与温度不均匀,使不合格品率上升,造成生产成本上升。
加热温度过高或高温停留时间过长时易引起过热、过烧。过热使材料的塑性与冲击韧性显著降低。过烧时材料的晶界剧烈氧化或者熔化,完全失去变形能力。
当加热温度分布严重不均匀,表现为锻坯内外、正反面、沿长度温差过大,在锻造时引起不均变形,偏心锻造等缺陷,亦称欠热。
2、芯棒拔长工艺控制不充分,产品质量波动过大:锤击的压下量、每次送进量与单次压下量等关键过程参数未明确。使不合格品率上升,造成生产成本上升。
三、提升行动取得的成效
通过规范锻件加工过程中加热工序、明确芯棒拔长工艺过程参数,企业因前端工序过热 、过烧与温度不均匀等引起的锻件缺陷问题从8%降低至2%(2024年5月底-2024年8月底统计),缺陷问题显著下降,良品率由原先89%提升至94%(2024年5月底-2024年8月底统计)。明确芯棒拔长工艺过程参数,降低了芯棒类锻件次品率,使企业生产成本下降,提升了同行业竞争力。
四、提升行动主要亮点
针对加热工序受控不充分采取措施:
l)严格执行正确的加热规范;
对炉工进行加热规范培训学习,明确根据锻件结构、尺寸等选择合适的炉温、加热时间。并制定锻件加热工序的作业指导书,对不同结构不同尺寸锻件加热的炉温和时间做出明确规定要求。
2)注意装炉方式,防止局部加热;
对加炉工装炉作业方式进行培训,明确装炉作业方式。并将装炉作业方式的具体要求明确到锻件加热工序的作业指导书中。
3)校准测温仪表,精细化加热操作,控制炉温、炉气流动,防止不均匀加热。
针对芯棒拔长工艺控制不充分问题:
重新制定了工艺过程控制文件,明确了加工过程关键参数设置值:
芯棒拔长的过程控制文件:
1.芯棒拔长都应以六角形为主要变形阶段即圆→六角→圆,芯棒拔长应尽可能在V型下砧或110°下槽中进行.
2.翻转角度要准确,打击量在均匀,发现有壁厚不均匀及两端面过度歪斜现象,应及时把芯棒抽出,用矫正镦粗法矫正毛坯.
3.芯棒加工应有1/100~2/100锥度.拔长:使毛坯横断面积减小,长度增加的锻造工序.拔长锻造工艺参数的选择:
1.每次锤击的压下量应小于坯料塑性所允许的数值,并避免产生折叠,因此每次压缩后的锻件宽度与高度之比应小于2~2.5,b/h<2~2.5,否则翻转90°再锻造时容易产生弯曲和折叠。
2.每次送进量与单次压下量之比应大于1~1.5,即L/△h/2>1~1.5生产中一般采用L=(0.6~0.8) h (h为坯料高度)。如图
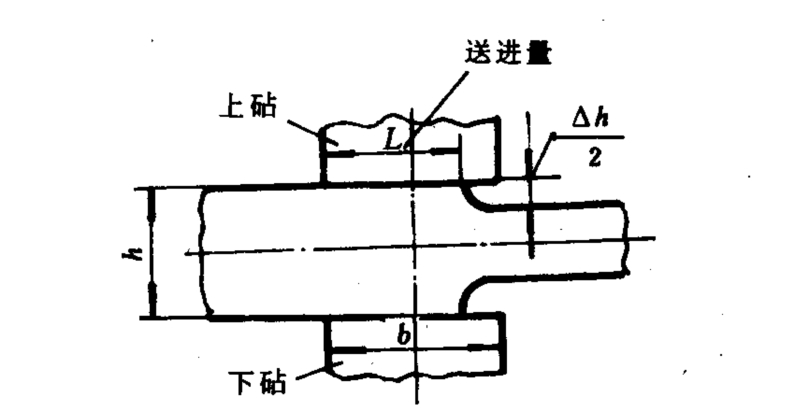
3.为保证得到平滑的表面质量,每次送进量应小于(0.75~0.8)B(B为砧宽)要避免在锻件的同一变形位置反复锤击。方形坯料的对角线倒棱形锤击时,应打击得轻一些可加大送进量(和砧宽相等)减小压下量。避免中心部位产生裂纹。防止端部产生内凹和夹层,拔长坯料端部时,坯料端部应留出足够的长度或锻成圆鼓形。如图
圆形断面 方形断面当B/H >1.5时, A > 0.4B 当B/H﹤1.5时,A > 0.5BA>0.3D


为了提高生产率和保证锻件质量,拨长过程应以方形断面为主,如果坯料原始截面为圆形,最终断面也是圆形,应按圆形→方形→八角形→圆形的顺序进行拨长,并以方形拨长为主要变形阶段。也可采用型砧拨长,生产效率更高.上下砧的边缘应作出适当圆角,防止表面夹层
.8. 对长坯料应从中间向面端拨长,可将疏松和偏折区挤到顶部去。短坯料可从一端开始拨长,向前推进
.9.为保证锻件质量,避免出现折纹,每次送进后的打击压下量不能太大,应使单边压下量△H/2小于送进量L即2L/△H>1。
五、启示
定襄作为法兰之乡,仍有较多粗放型小微企业,管理人员质量意识薄弱,多用经验判断控制锻造过程,不利于产品质量稳定输出。通过此次小微企业质量管理提升活动,企业建立了相关运行制度完善了关键环节作业标准,为提供质量稳定的锻件打下扎实的基础,有利于企业良性发展。同时也为同行业企业在锻件加工过程控制方面提供了有益的借鉴和参考。
案例指导:忻州市市场监督管理局
案例编写:山西领拓认证有限公司 赵刚
定襄县牛台兴达锻件厂 王志文
ISO9001认证 ISO14001认证 ISO45001认证 ISO27001认证 ISO20000认证办理咨询15034409001




山西领拓认证有限公司成立于2018年3月12日,于2018年8月27日经国家认证认可监督管理委员会(CNCA)批准,批准号:CNAC-R-2018-442。
认证领域为:ISO9001质量管理体系、ISO14001环境管理体系、ISO45001职业健康安全管理体系、服务认证。
多年来领拓认证累计为上万家企业颁发各类认证证书,在山西省证书保有量1位、全国前列,拥有各地多名审核员为您提供“就近服务”,满足企业即时办理,快速出证的需求。
山西领拓认证成立以来,规模不断扩大,相继在山西、北京、广东、内蒙古、陕西、安徽、河南、江苏、新疆、浙江等地区开展业务。2024年11月,领拓认证顺利通过中国合格评定国家认可委员会(CNAS)的资质评审及合格评定,并成功获得国家认可委员会CNAS资质证书。2024年12月,山西领拓认证为阀门生产企业首次颁发CNAS三体系认证认可证书。
了解更多>>

拨打电话咨询 19935869001
添加微信咨询 19935869001
扫一扫
关注微信公众号
领拓认证24小时咨询热线: 199-3586-9001 地址:山西综改示范区联东U谷太原科技创新中心13幢A区 电话:19935869001 备案:晋ICP备2021000943号 网址:http://ltrz.9001sdkj.com
Copyright © 2026 山西领拓认证有限公司 2026-07-14 ISO体系认证办理机构 网站地图 晋ICP备2021000943号